 Fraunhofer-Institut für Produktionstechnologie IPT
Fraunhofer-Institut für Produktionstechnologie IPT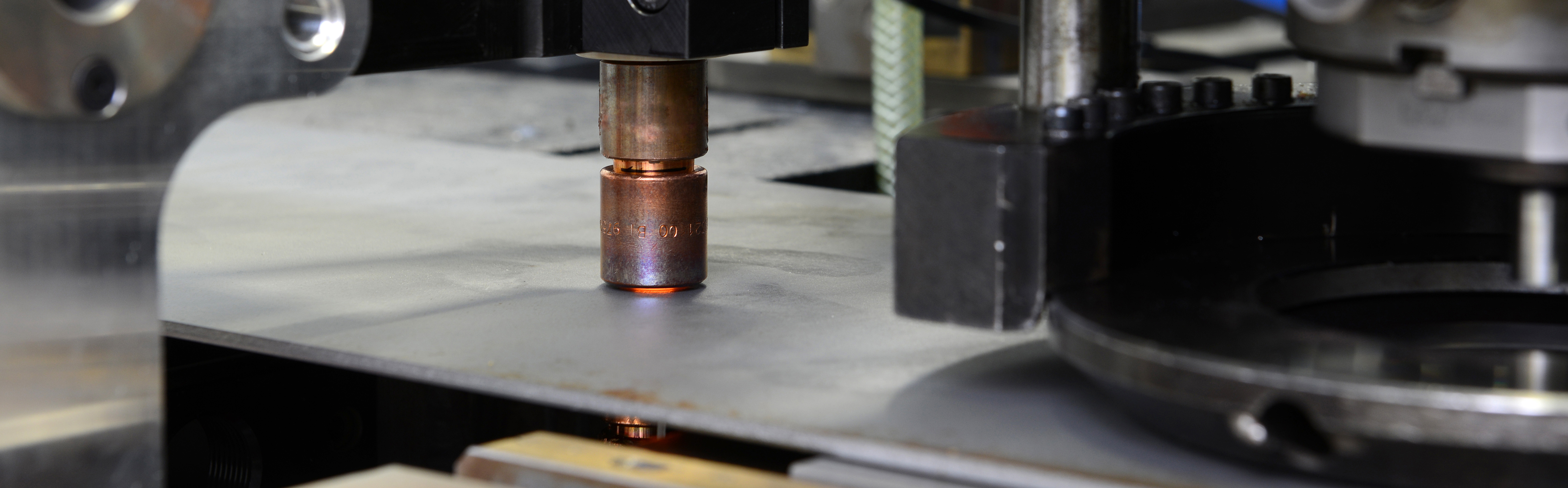
Wird hochfester Stahl oder sprödes Aluminium in der Blechbearbeitung eingesetzt, entstehen bei konventionellen Schneid- oder Umformoperationen wie dem Formen von Durchzügen hohe Prozesskräfte. Das führt häufig zu einem frühen Werkzeugverschleiß und einer unzureichenden Bauteilqualität. Für eine wirtschaftliche Bearbeitung hochfester Blechwerkstoffe sind daher alternative Technologien gefragt.
Das Fraunhofer IPT integriert unterschiedliche Erwärmungstechnologien in den Fertigungsprozess und entwickelt so konventionelle Bearbeitungsprozesse von Hochleistungswerkstoffen weiter. Die lokale Erwärmung der Metalle erweitert die Prozessgrenzen bei der Bearbeitung hochfester Stähle oder Aluminiumlegierungen, indem der Werkstoff durch die Wärmezufuhr temporär an Festigkeit verliert und sich unter geringeren Prozesskräften verarbeiten lässt.
Lokale Erwärmung von Hochleistungswerkstoffen in der Blechbearbeitung
Die laserunterstützte Blechbearbeitung hat das Potenzial der lokalen Erwärmung aufgezeigt. Alternative Erwärmungsmethoden, eine elektrische Widerstandserwärmung (Konduktion) oder Induktion, erschließen auch Anwendungsfelder, bei denen eine laserunterstützte Blechbearbeitung nicht eingesetzt werden kann. Die Erwärmungstechnologien lassen sich in modularen Erweiterungssystemen in bestehende Produktionsanlagen integrieren und zeichnen sich durch geringe Investitionskosten und Erwärmungszeiten von wenigen Sekunden aus.
Elektrische Widerstandserwärmung
Durch die elektrische Widerstandserwärmung lassen sich Bleche mit Dicken von mehreren Millimetern in kurzer Zeit über den gesamten Querschnitt erwärmen, indem das Blechmaterial mittels eines Stromflusses lokal über die gesamte Blechdicke aufgeheizt wird. Der Vorteil der Technologie ist der geringe Platzbedarf und der Aufbau der Systemtechnik, der weniger komplex ist als für den Fall der Lasererwärmung.
Induktive Erwärmung
Die energieeffiziente induktive Erwärmung eignet sich vor allem für die Bearbeitung großer Bauteilbereiche von mehreren hundert Millimetern innerhalb kurzer Zykluszeiten. Durch einen angepassten Induktor kann der Erwärmungsbereich auf der Oberfläche genau definiert und damit eine hohe Bauteilqualität erzielt werden. Die Variation der Prozessparameter erlaubt unterschiedliche thermische Eindringtiefen in das Bauteil.
Unsere Leistungen im Überblick
- Beratung und Eignungsbeurteilung der unterschiedlichen Erwärmungstechnologien für Ihren Anwendungsfall
- Machbarkeitsstudien zur Materialerwärmung individueller Bauteilgeometrien
- Prozessentwicklung und -demonstration auf einer Servopresse am Fraunhofer IPT
- Systementwicklung für Lasererwärmung, Induktions- und Konduktionstechnik
- Integration der Systeme in bestehende Produktionsanlagen
